
To increase equipment safety and reliability, a novel rupture disk technology activates at a set burst pressure, but can “breathe” to relieve minor pressure fluctuations
In industry, one-time-use rupture disks have long provided pressure relief on hydraulic and pneumatic equipment, serving as an effective passive safety mechanism to protect against potentially damaging overpressure or vacuum conditions. Each disk is typically designed to burst, rapidly changing from a leak-tight seal to a full diameter flow opening when a predetermined over or under pressure event occurs. At that point, the rupture disk needs to be replaced.
Rupture disks are a proven solution, particularly for the protection of certified pressure vessels whose protection is driven by the European Pressure Equipment Directive (PED) threshold of 0.5 bar and above and American Society of Mechanical Engineers (ASME) threshold of 15 psig and above.
Demand for this type of sealed, fluid-containing safety equipment is increasing for aseptic products in the health care, liquid food, and cosmetics industries and other applications where service pressures and even atmospheric pressure are much lower. Rupture disks are a critical component to seal fluid within the container under normal operating conditions and protect against overpressure caused by such events as external fire or an unexpected chemical reaction. Even noncombustible fluids can lead to overpressure conditions as they reach and exceed their boiling point.
With atmospheric storage equipment that is sealed, a particular challenge is that significant internal pressure fluctuations can also occur because of ambient temperature swings, particularly for vessels located outdoors or otherwise exposed to daily temperature excursions. Consider that at common equipment application temperatures (–40° F to +175° F / –40° C to +80° C), the shift in pressure in a sealed container can range from -3 to +3 psi / -200 to +200 millibar.
“Although many fluids are stable under atmospheric pressure, when placed in a closed container even normal fluctuations in ambient temperature or equipment operation can generate overpressure (as temperature rises) or vacuum (as temperature falls),” says Geof Brazier, Managing Director of BS&B Safety Systems Custom Engineered Products Division. “Over time, this can compromise simple metallic and non-metallic container integrity due to flex and fatigue, leading to potential quality and maintenance issues and ultimately uncontrolled rupture of the container.”
In response, an innovative new “breathable” rupture disk technology has been developed that provides overpressure and vacuum relief by allowing air to pass through a unique membrane to relieve minor variations in pressure.
“Rupture disks are traditionally installed for their excellent leak-tight performance under normal plant operating conditions. However, to improve reliability and longevity, the new requirement is for a rupture disk that will allow air flow in and out of a sealed container when a small pressure differential arises due to temperature change without the disk bursting,” explains Brazier.
Engineering a Novel Solution
To meet the development challenge, BS&B’s engineering team focused on the unique properties of sintered PTFE film, which is produced in sizes, quantities and thicknesses suited to the construction of low-pressure rupture disks. The PTFE film can produce rupture disks in sizes from under 1” burst diameter to over 6” burst diameter (DN25 to DN150) using plastic film down to 0.1 mm in thickness. The unique film is processed to achieve a specific level of porosity that allows air to pass through at a pressure differential of a few inches of water column / millibar but prevents passage for fluids like water until much higher differential pressures of around 0.5 bar are reached.
Constructing a rupture disk from only breathable PTFE film solves the low-pressure fluctuation challenge due to temperature. However, adding a second level of safety by having such a rupture disk burst due to a greater over or under pressure condition is a further challenge since the mechanical properties of the film are too strong to meet the low burst pressure requirements of atmospherically stored equipment; typically below 7.5 psi / 0.5 bar. According to Brazier, variations in ambient temperature can also lead to unacceptably large tolerances in burst pressure from a plastic film acting alone as the pressure relief member. A simple, flat PTFE membrane does not make a good rupture disk due to wide burst pressure spread, sensitivity to temperature, and potential fatigue. However, the fact that the porous material could allow air flow in either direction – without allowing liquid through – remained a desirable characteristic.
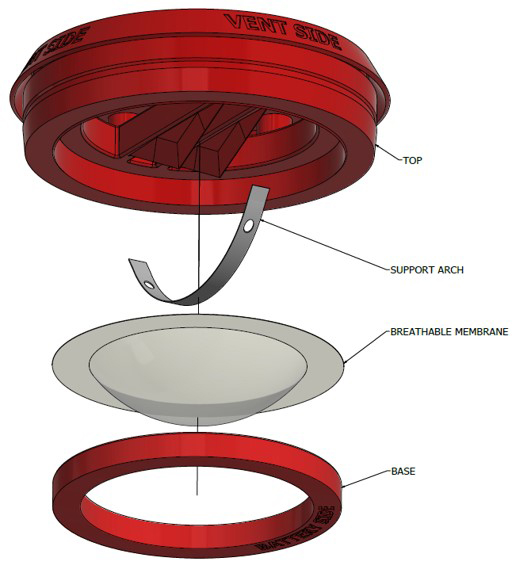
The BS&B engineering team resolved the second level of safety issue by combining the structural and thermal stability of a traditional metal domed rupture disk with the PTFE film. Under normal operating conditions, the metal support arch holds the PTFE dome, and air is free to pass in either direction. In the event of an overpressure event, the metal support arch collapses and the dome is cut by a blade on the downstream side to relieve the pressure. Brazier notes that this is possible with burst pressure capability as low as 2” water column / 5 millibar.
“By combining the proven reliability and accuracy of metallic rupture disk components with the calibrated air/gas transmission performance of the PTFE film, a dual function rupture disk device can be constructed. Normally, this permits air flow to maintain atmospheric pressure due to daily temperature changes. For safety, the disk activates at a predetermined set pressure in one or two directions [positive pressure or vacuum relief],” says Brazier.
The patent-pending, dual function, pressure equalization and relief device is ideal for use on low-pressure vessels that are often below the design limits of PED and ASME Standards.
To accommodate the size and weight limitations of many light duty atmospheric storage containers, the rupture disk is designed in an integral assembly that includes the rupture disk as well as housing. The integrated assembly is certified to perform at the desired set pressure and allows for easier installation and quick removal if the rupture disk is activated. The device is designed for installation between sanitary/aseptic fittings or traditional pipe flanges, or a custom installation configuration can be accommodated.
While Process Industry operators and OEMs have long relied on rupture disks in their hydraulic and pneumatic equipment, low-pressure environments susceptible to ambient temperature changes have been a challenge. Fortunately, with the availability of rupture disks that can “breathe” to provide pressure relief while still bursting open when a true overpressure condition arises, users can significantly enhance equipment safety, reliability, and product quality, while reducing maintenance expense.
For more information, contact BS&B Safety Systems at 7455 East 46th Street, Tulsa, OK 74145-6379, call: (918) 622-5950, e-mail: sales@bsbsystems.com or visit www.bsbsystems.com.